一、概述
气焊或气割是一种常用的金属加工工艺。它广泛应用于机械、化工、电力、造船等工业。气焊用于各种位置焊缝的焊接,如碳钢、低合金钢、铸铁、有色金属等,还用于对薄板及单面焊双面成型的小直径管的全位置焊接。
气割用于切割纯铁、低碳钢、型钢、板材等。气焊或气割的热源是乙炔和氧。乙炔是易燃、易爆气体,所以采用乙炔汇流排间管道供气、集中供气,是易行和有效的。
二、气焊或气割
气焊是利用乙炔与氧混台后的火焰作为加热的一种焊接方法。气焊火焰将焊件接缝处加热到熔化状态形成熔池,然后向熔池内填充金属而使接缝处熔为一体。由于火焰对熔池的压力、对焊件加热火焰调节方便,所以熔池温度、形状、尺寸及焊缝背面成型等较易控制。
气割也是用乙炔和氧混合火焰将被切割的金属加热到燃点,然后用切割氧将金属燃烧到生成金属氧化物--熔渣,再由切割氧将其吹走。因此切割氧的纯度、压力、流速、风线(气流口寸切割速度、质量和氧气消耗量都有较大影响。在切割时,切割区的余热和预热火焰又将下层金属层加热到燃点,这样继续下去,可将金属逐步切开。氧气切割的实质是金属在纯氧中燃烧,它是一个预热、燃烧、去渣的连续过程。
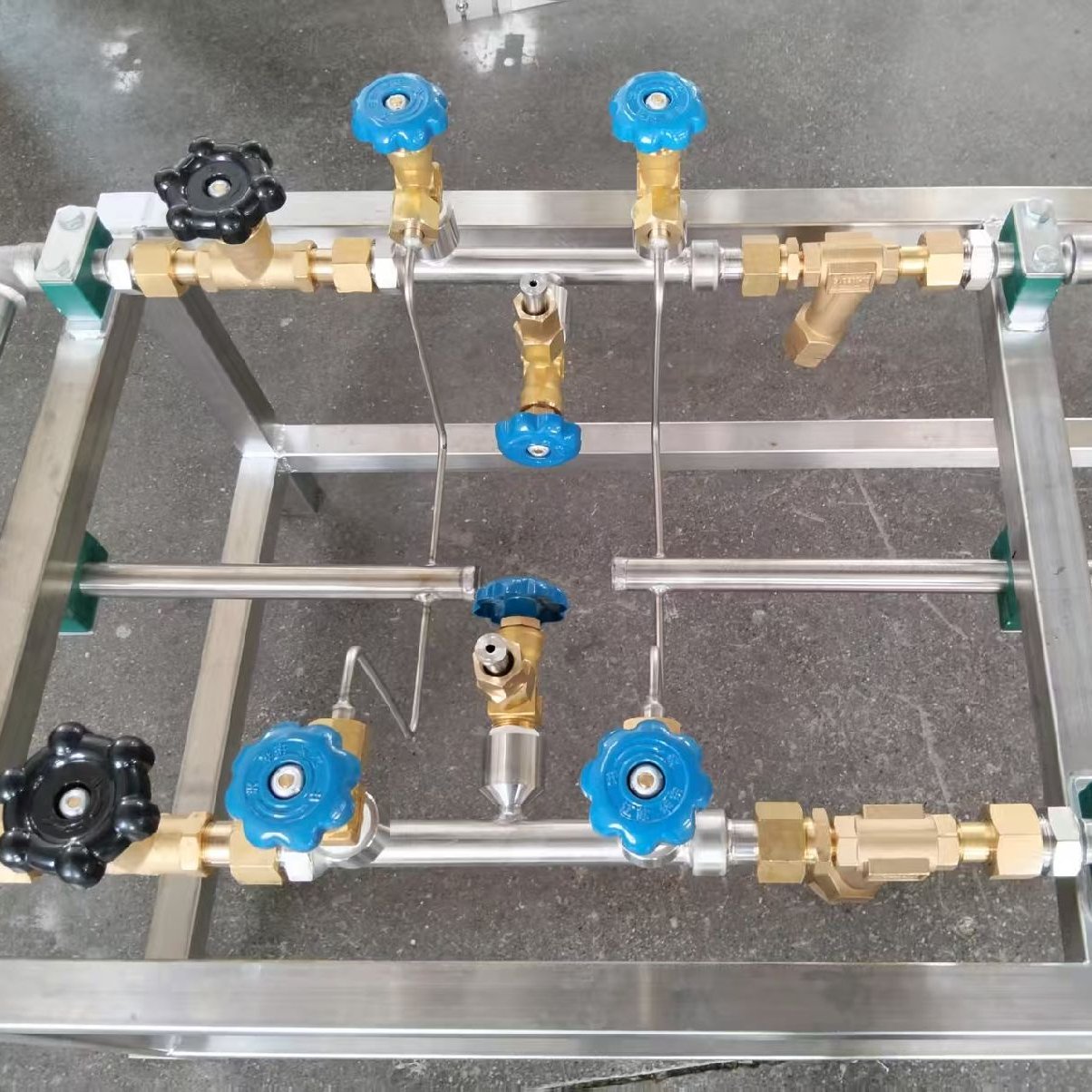
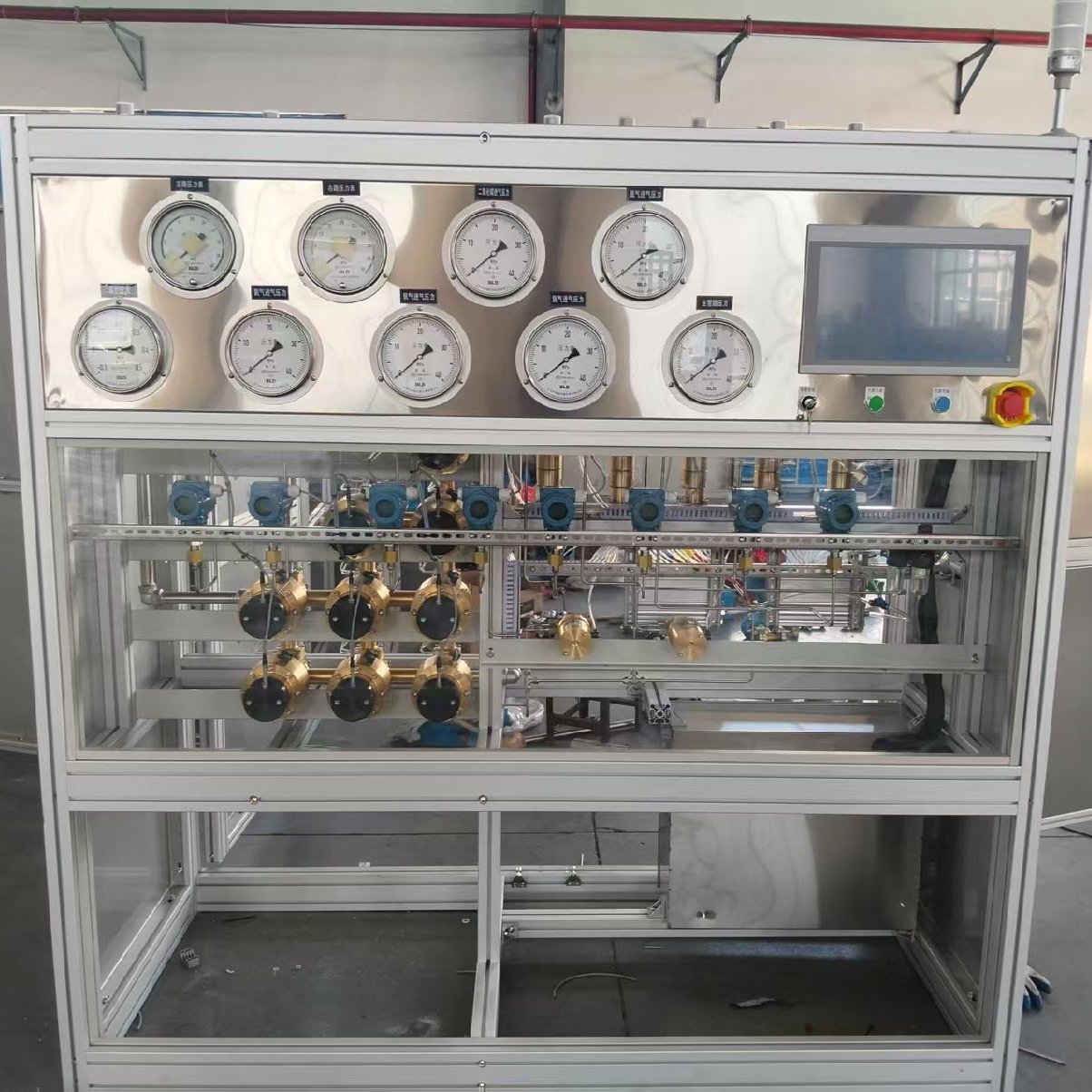
三、气体汇流排间
乙炔汇流排间由乙炔钢瓶、汇流排、中央回火防止器、干式回火防止器组成并与氧气贮瓶、减压器和割矩或淬火矩等配合使用。其次用乙炔,由钢瓶去乙炔站充灌后,再运回汇流排间。
乙炔汇流排间,采用二组钢瓶,每组五只并联排列。每只钢瓶出口由截止阀控制。钢瓶供气时,乙炔经截止阀、止回阀、汇流排等(可见表上的流量和压力读数), 经接地管L 的止回阀、截止阀、地下管道至中央回火防止器,再经乙炔地下管道输往工作车间。
 扫一扫,手机浏览
扫一扫,手机浏览